|
| ||||||||||
СПАЈАЊЕ МЕТАЛА
Спајање металних делова се врши са раздвојивим везама и нераздвојивим везама.
Спајање металних делова раздвојивом везом врши се уз помоћ вијака и навртки, који се стежу различитим врстама кључева.

Нераздвојиве везе се примењују где је потребно остварити трајно спајање машинских делова и изводи се закивањем, лемљењем, заваривањем.
Закивање је поступак који се изводи уз помоћ заковица које су од истог материјала као и предмет који се закива. Заковице имају тело и главу , могу бити различитог облика и раде се од челика, бакра, алуминијума...

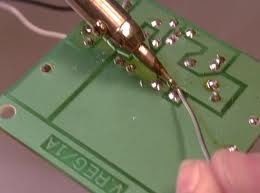
Лемљење је поступак спајања метала помоћу додтаног растопљеног метала-лема. Може бити меко-до 450 º Целзијуса и тврдо лемљење преко 450 º Целзијуса . Да би се лемљење извело морамо имати лемилицу и тинол жицу.
Заваривање је поступак којим се остварује чврст, непропустан, нераздвојив спој. Обично се вари челик, а место где се извршило варење зове се вар. Постоји електролучно и аутогено-гасно заваривање.

Лепљење је поступак који се изводи лепилом којих данас има много врста, а омогућава се спајање материјал који се не могу спојити другим поступцима, нпр. метал и пластику, метал и стакло, метал и гума.... За тренутно лепљење користимо цијаноакрилна лепила, епоксилна лепила су добра за лепљење керамике и метала, а полиуретанска лепила имају велику жилавост.
НЕКОНВЕНЦИОНАЛНЕ МЕТОДЕ ОБРАДЕ МЕТАЛА
Поред механичке обраде користе се поступци којима је повећана прецизност и квалитет обраде, а то су следећи технолошки поступци: електроерозија, плазма технологија, обрада ласером...
Електроерозија је поступак обраде код које предмет представља аноду, а једна електрода катоду, варнице капају и топе честице метала које испаравају и тако се обликује предмет.
Плазма технологија је таква технологија код које се користи млаз електрона који се крећу великом брзином, стварајући велику топлину 20000º Целзијуса, рез је чист, прецизан, без уобичајене ширине.
Обрада ласером је такав начин обликовања где се користе фокусирани и у сноп скупљени зраци који топе, секу, буше и заварују ситне делове са прецизношћу од 0, 01 mm.
